刘海容
(山西省化工研究所有限公司,山西 太原 030021)
高性能聚氨酯胶辊的试制
刘海容
(山西省化工研究所有限公司,山西 太原 030021)
以CMA-1024/CMA-785混合低聚物多元醇和2,4-TDI反应合成(—NCO%)为4.8±0.15的聚氨酯预聚体,经MOCA扩链制得的聚氨酯弹性体为胶辊覆面层,Cilbond48C为过渡层黏合剂加工的聚氨酯胶辊性能良好。研究了低聚物多元醇结构对聚氨酯弹性体性能的影响以及黏合剂品种对聚氨酯弹性体和金属粘接力的影响。
聚氨酯胶辊;黏合剂;低聚物聚酯多元醇
引言聚氨酯弹性体和通用橡胶相比,具有机械强度高、耐油耐磨性好、抗压缩性突出、硬度范围广、低温性能好、机械加工性能优越、表面光洁度高以及与金属的粘接强度高等特点,是合适的胶辊材料[1]。聚氨酯胶辊种类繁多,按应用领域分为冶金胶辊、造纸胶辊、纺织印染胶辊、印刷胶辊、粮食加工胶辊等;按硬度分为软质胶辊(小于55)和硬质胶辊(大于55)。
随着钢板冷轧效率和对钢板表面质量要求的提高,对冶金聚氨酯胶辊的要求也随之提高,要求弹性好、压变小、动态生热低、力学强度高。
1 实验部分1.1 原材料
聚ε己内酯(Placcel 210N),日本化学工业株式会社大赛璐有机合成公司;聚己二酸乙二醇丙二醇酯二醇(ODX-150、ODX-218、CMA-1024、CMA-785),烟台华大化学工业有限公司;甲苯二异氰酸酯(2,4-TDI),山东一诺威聚氨酯有限公司;3,3-二氯-4,4-二氨基二苯基甲烷(MOCA),苏州湘园特种精细化工有限公司,黏合剂(CiLBOND48C),上海乐瑞固化工有限公司,黏合剂(THIXON422),广州市法雷尔贸易有限公司,黏合剂(Chemlok218):上海洛德化学有限公司,黏合剂(NA-1),山西省化工研究所。
1.2 分析和性能测试
聚氨酯预聚体中异氰酸酯基含量的测定按HG/T-2409-1992规定进行;力学性能采用电子万能试验机进行测试;邵尔硬度按硫化橡胶或热塑性橡胶压入硬度试验方法(GB/T 531.1-2008)规定进行;拉断伸长率和拉伸强度的测定按硫化橡胶或热塑性弹性体拉伸应力应变性能的测定(GB/T 528-2009)进行;撕裂强度按硫化橡胶或热塑性弹性体撕裂强度的测定(GB/T 529-2008)进行,采用直角形无割口试样;硫化橡胶与金属粘接180°剥离试验按GB/T 15254-1994进行。
1.3 制备过程
1.3.1 聚氨酯预聚体的合成
1)低聚物多元醇的脱水
将在鼓风加热烘箱中熔化的低聚物多元醇按配方要求准确称量后加入到配置有搅拌器、温度计、氮气系统、真空系统和加热冷却系统的脱水反应釜中,在搅拌下逐步升温至100℃ ~120℃,于真空度-0.080 MPa~-0.095 MPa下脱水2 h~3 h,脱水至低聚物多元醇水分,含量小于0.05%后冷却到35℃ ~60℃充氮备用。
2)聚氨酯预聚体的合成
将预热至25℃ ~35℃的2,4-TDI按配方量准确称量后加入到配置有搅拌器、温度计、真空系统、氮气系统和加热冷却系统的合成反应釜中,开启搅拌,缓慢将脱水釜中的低聚物多元醇加入到合成釜中。在低聚物加入过程中通过加料速度和冷却水控制反应物料的温度不超过75℃以下。加料完毕后再逐步升温至85℃ ~90℃反应2 h~4 h(根据投料量及反应物活性而定)。然后,真空脱泡1 h~2 h,取样分析聚氨酯预聚体的—NCO%含量,与设计值接近时停真空、搅拌、充氮。将物料灌装于干燥的包装桶中充氮后待用或者直接加入到聚氨酯弹性体浇注机的预聚体釜中待用。
1.3.2 聚氨酯弹性体试样的制备
称取预聚体100 g加热至75℃ ~85℃,加入计量的熔融扩链剂MOCA(扩链系数为0.95),搅拌1 min左右,真空脱泡后倾入预热至100℃ ~110℃的模具中,于110℃加压成型后脱模。再经100℃~110℃后硫化16 h,按标准要求进行温度、时间调节后进行性能测试。
1.3.3 粘接试样的制备
根据黏合剂的使用说明,对被黏物进行喷砂、清洗、涂黏合剂、晾干、预热后置于模具中。将1.3.2中制备的胶料注入模具,待胶料达到凝胶时间后合模,于110℃加压成型后脱模。再经100℃ ~110℃后硫化16 h,按标准要求进行温度、时间调节后进行剥离性能测试。
1.3.4 模具的选择
加工制造聚氨酯胶辊的模具,分立式和卧式2种,立式和卧式中又有整体和分体(哈夫)之分。至于选用哪种模具合适,应根据模具造价高低、胶辊批量大小、胶辊直径和长度等因素综合考虑。本文选用现成的立式整体模具。
1.3.5 辊芯的处理及挂胶
1)辊芯处理
将辊芯喷砂处理后达到 SIS55900标准的Sa2.5~Sa3.0,再经溶剂脱脂清洗、涂刷黏合剂并晾干。模具清理干净后将脱模剂涂均匀。将处理好的模具和辊芯装配后入110℃ ~120℃烘箱预热,注意在装配过程中防止辊芯表面接触模具内壁,影响黏合性能。
2)胶辊加工
将合成好的聚氨酯预聚体和熔化的MOCA分别加入到浇注机的A、B储罐中,调整浇注机A、B系统的转速,使预聚体和MOCA配比满足配方的要求。根据工艺要求将浇注机调整到最佳的工作状态。然后,将浇注机混合好的无泡的胶料灌注到预热好的模具中,避免在浇注过程中冲溅起气泡。浇注完毕后在110℃ ~120℃加热烘箱中或在加热的地坑中进行硫化2 h~3 h,冷却脱模,再在110℃ ~120℃下继续硫化16 h以上,降温到室温后熟化一周。根据图纸要求进行车磨制得成品。车磨后发现的小缺陷如不影响使用,可以进行修补,无需返工。
2 结果与讨论2.1 低聚物多元醇对聚氨酯弹性体性能的影响
不同的行业、不同的工况环境对聚氨酯胶辊有不同的要求。本研究是为不锈钢冷轧试制的聚氨酯胶辊。该类胶辊的基本要求是硬度(邵氏 A)在85~95,耐热性和耐磨性好。本研究选用聚ε己内酯和聚己二酸乙二醇丙二醇酯二醇合成聚氨酯胶料。低聚物多元醇对聚氨酯弹性体性能的影响见表1。
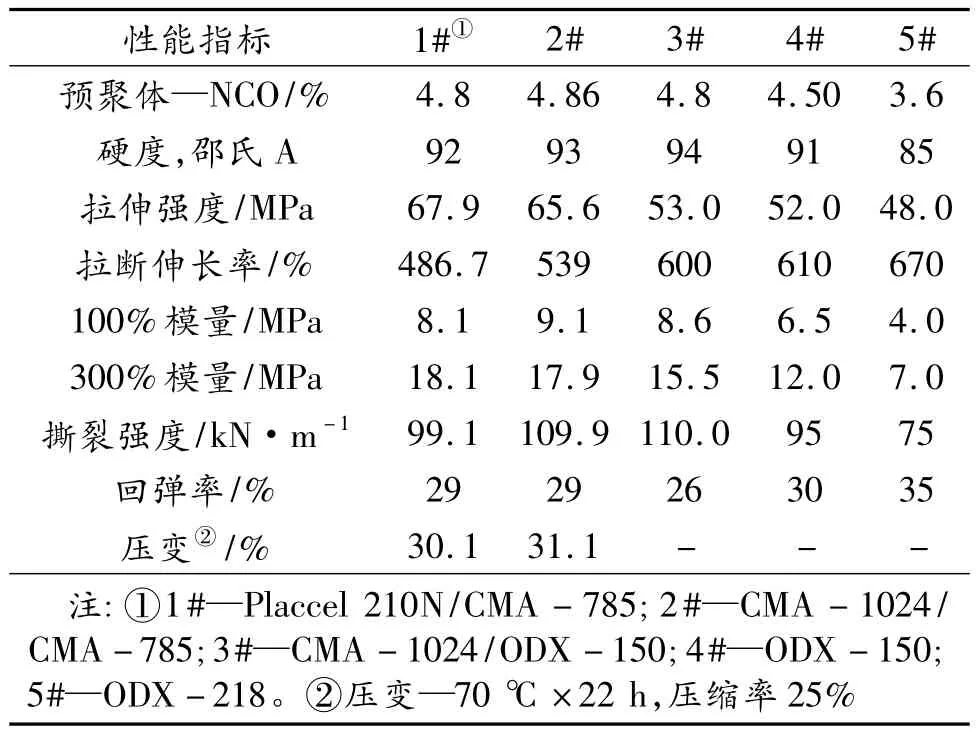
表1 低聚物多元醇对聚氨酯弹性体性能的影响
从表1数据可以看出,从配方1#~5#,拉伸强度依次递减,而拉断伸长率依次递增;配方1#~4#,撕裂强度基本接近,5#配方硬度低,因此在5个配方中伸长率最高,撕裂强度也最低。聚氨酯胶辊的标准(HG/T2697-2001)中规定了胶料的性能,对于邵氏A为90±5的聚氨酯弹性体的拉伸强度应≥40 MPa,拉断伸长率≥320%,撕裂强度≥70 kN/m。从表1数据看,各项指标可满足行业标准。从材料价格、浇注工艺、力学性能等方面综合考虑,我们选择了配方2#作为试制胶辊的配方。
2.2 黏合剂品种的选择[1]
聚氨酯胶辊的标准中未给出聚氨酯弹性体与金属的黏合强度,只提供了用锤子敲检验是否粘接牢靠的方法。辊芯和聚氨酯弹性体是否粘接牢靠是聚氨酯胶辊极其重要的技术指标,决定着聚氨酯胶辊是否能够满足工艺要求。因此,选用合适的黏合剂品种,严格按粘接工艺进行胶辊加工是保证胶辊质量可靠的关键环节。表2列出了不同黏合剂的粘接强度。

表2 不同黏合剂的粘接强度
从表2可以看出,Chemlok-218、Thxion-422、Cilbond48C和NA-1作为金属和聚氨酯弹性体的热硫化黏合剂,其黏合强度差别不大,但是又各有特点。从成本、对硫化条件的宽容性等方面考虑,本文选择Cilbond48C。
3 胶辊试制采用上述优选的原料配方和工艺条件,试制了直径300 mm、长度2 200 mm和直径250 mm、长度2 200 mm及直径600 mm、长度2 200 mm的聚氨酯胶辊,安装在太钢不锈钢股份有限公司的冷轧线上。经近半年的运行考核,运行正常,现场反映良好。
4 结论以CMA-1024/CMA-785混合低聚物多元醇和2,4-TDI反应合成(—NCO%)为4.8±0.15的聚氨酯预聚体,经MOCA扩链制得的聚氨酯弹性体为胶辊覆面层,Cilbond48C为过渡层黏合剂加工的聚氨酯胶辊性能良好,可满足冷轧钢厂的使用要求。
[1] 刘厚钧.聚氨酯弹性体手册[M].第2版.北京:化学工业出版社,2012:256.
Manufacture of polyurethane rollers with high performance
LIU Hairong
(Shanxi Chemical Research Institute Co.,Ltd.,Taiyuan Shanxi 030021,China)
The polyurethane elastomers were systhesized from MOCA and 4.8±0.15 prepolymer based on CMA-1024/CMA-785 mixed polyols and 2,4-TDI.Cilbond48C was adhesive layer.The performance of polyurethane rollers made from above materials were better.This paper studies the effects of polyol ester structure on the mechanical properties of polyurethane elastomer and effects of dhesive varieties on polyurethane elastomers and metal bonding.
polyurethane rollers;adhesives;polyester polyols
TQ334.1
A
1004-7050(2016)06-0033-03
10.16525/j.cnki.cn14-1109/tq.2016.06.10
2016-09-21
刘海容,女,1973年出生,2010年毕业于北京化工大学,主要从事聚氨酯制品生产工作。