赵旭升, 李飞飞, 何 艳
(阳煤集团寿阳化工有限责任公司,山西 寿阳 045400)
1 概述近几年,由于国内乙二醇产能的快速增长和国外油制乙二醇的冲击,乙二醇企业出现了不同程度的亏损。尤其是进入2020年,随着全球新冠疫情持续的发酵,原油价格持续低位(低于40美元),国内煤制乙二醇企业更是进入了前所未有的“寒冬”,面对市场低迷的无能为力,成本压力更成为制约企业发展的最大“瓶颈”,如何“减损增效”成了公司生存发展的唯一办法和当务之急。阳煤集团寿阳化工有限责任公司一期年产20万t乙二醇项目,主要由水处理装置、锅炉装置、空分装置、煤气化装置、变换装置、煤气净化装置、草酸二甲酯合成、精馏装置以及乙二醇合成、精馏等装置组成。草酸二甲酯(DMO)精馏装置是将草酸二甲酯合成装置送来的粗草酸二甲酯(粗DMO)提纯后送到乙二醇合成装置使用,经精馏后得到的粗碳酸二甲酯(DMC)和DMO重组分作为副产品销售。
2 改造原因阳煤集团寿阳化工20万t/a乙二醇项目DMO精馏装置产出的DMO重组分与精DMO成分相差不大(如表1所示),DMO重组分可以直接作为精DMO采出。 并且考虑到,直接采出可以节省精制过程中蒸汽的消耗,故对此工艺路线进行了改造。
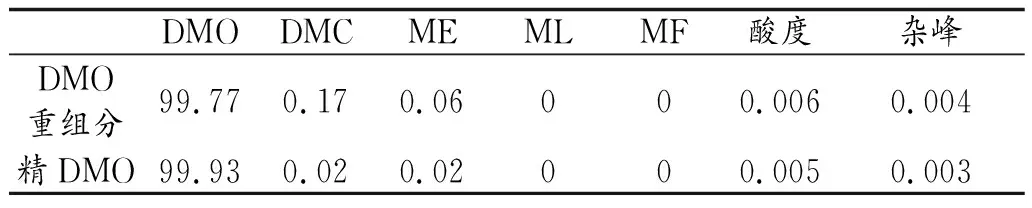
表1 DMO重组分与精DMO成分平均值对比(2019年8月至2020年2月) %
3 改造前、后流程3.1 DMO精制单元改造前流程由粗DMO给料泵来的粗DMO一部分预热后进入DMO脱轻塔(C-44001)中部,另一部分直接进入DMO脱轻塔。C-44001塔顶气相主要为甲醇、MN、MF、ML等轻组分,经塔顶冷凝器冷凝后加压后回流至DMO脱轻塔,另一部分进入MF分离塔(主要分离甲醇和MF)。塔釜液相主要为DMO,含少量甲醇和DMC,经DMO脱轻塔底泵(P-44002)加压后,送至DMC分离塔(C-44002)中部。
DMC分离塔塔顶分离出的粗DMC(含甲醇)经冷凝后加压后回流至DMC分离塔。DMC分离塔釜液经塔底泵(P-44004)加压后,一部分送至DMO蒸发分离罐(V-44003),一部分冷却后回流至DMC分离塔作萃取剂。
DMO蒸发分离罐罐底累积液相重组分等通过重组分输送泵(P-44006)加压后,送至DMO重组分储罐。气相DMO蒸汽进入DMO换热器(E-44001)回收热量,并通过DMO废锅(E-44009)冷凝,副产0.3MPa蒸汽,然后进入蒸汽管网(DMO系统热水储槽热量平衡后内部利用)。废锅冷凝液经DMO蒸发器热水冷凝器(E-44018)冷却后进入DMO蒸发器冷凝液槽(V-44004)。DMO蒸发器冷凝液槽釜液(100 ℃)经DMO蒸发器冷凝液泵(P-44005)加压后,送至精DMO储罐,或直接送至乙二醇合成装置。
3.2 DMO精馏改造后工艺流程DMC分离塔C-44002前流程不变:在DMO脱轻塔C-44001实现甲醇等低沸物与草酸二甲酯分离,在DMC分离塔C-44002中完成碳酸二甲酯DMC等低沸物与草酸二甲酯的分离。
DMC分离塔C-44002后砍掉DMO蒸发分离罐(V-44003)和废锅(E-44009),塔釜液体直接送至DMO蒸发冷凝器(E-44018)冷却后,送至精DMO储罐。
DMO精馏工艺路线优化前、后流程见图1、图2。
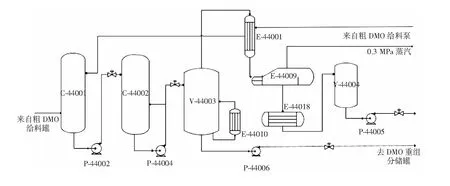
图1 DMO精馏工艺改造前
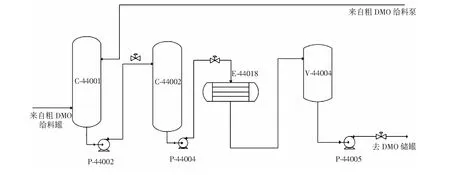
图2 DMO精馏工艺路线改造后
4 改造后的效益分析DMO精馏工序通过工艺路线优化改造,将DMO蒸发分离罐(V-44003)和废锅(E-44009)切除后,消耗成本降低,多产的精DMO增加了收益,预计全年的节约成本857.9万元,具体分析如下:
1) 蒸汽用量减少约8 t/h。按照蒸汽成本105元/t、全年生产天数以300 d计算,预计可节约成本604.8万元。
2) 每小时用电减少37 kW。按照电费0.41元/kWh、全年生产天数以300 d计算,预计可节约成本10.9万元。
3) 改造后,DMO精馏装置不再产出DMO重组分,精DMO成品可增加5 t/d,按照精DMO与DMO重组分的差价1615元/t计算,全年预计可增加收入242.2万元。
4) 热水系统 “冷热病”现象得到缓解。热水储槽主要作用是吸收DMO精馏循环DMO冷却器E-44008和DMO蒸发器热水冷凝器E-44018的热量,为汽包、1#碱处理罐和硝酸还原反应器提供热量。维持系统热量平衡。但是在运行中,热水储槽热量不平衡的现象十分严重,循环DMO冷却器E-44008和DMO蒸发器热水冷却器E-44018需要大量的热循环水来移除热量。项目改造后,E-44008 和E-44018停用不产生蒸汽,使系统脱盐水用量减少,“冷热病”现象得到缓解。
5 结语综上所述,阳煤集团寿阳化工有限责任公司对DMO 精馏工序实施工艺路线优化后,缓解了热水系统热量不平衡的问题,降低了蒸汽、电的消耗,增加了精DMO的产量,降本增效成果显着,可广泛应用于煤制乙二醇企业DMO精馏工序。