
摘" 要:文章所述工具旨在实现焊工胸牌的高效编制过程。在将焊工胸牌中的信息根据其特点及胸牌编制中引用的灵活性进行划分的基础上,编写了信息收录及整合的Excel VBA代码而形成了本胸牌编制工具,实现了可灵活应用于多场景的焊工胸牌的快速编制过程。本工具在焊工胸牌数量巨大的大型钢结构焊接建造项目中可极大地缩短胸牌编制的时间,从而降低人工成本;同时对各类信息的汇总收集,可推动实现焊工信息的数据库模式的管理方式,提高焊工资质的管理质量。
关键词:焊接管理;焊工资质管理;焊工胸牌;胸牌编制;一键编制;数据库管理
中图分类号:TP311" " 文献标识码:A" 文章编号:2096-4706(2024)21-0153-05
Analysis and Research on a Tool for Badge Preparation of Welders
WANG Shida, ZHU Yongqiang
(Penglai Jutal Offshore Engineering Heavy Industries Co., Ltd., Yantai" 265607, China)
Abstract: The tool described in this paper aims to achieve an efficient preparation process of welder badges. On the basis of dividing the information in the welder badges according to their characteristics and the flexibility of citation in badge preparation, an Excel VBA code for information collection and integration is developed to form this badge preparation tool, and it realizes the rapid preparation process of welder badges which can be flexibly applied in multiple scenarios. This tool can greatly shorten the time of badge preparation to reduce labor costs in large-scale steel structure welding construction projects with a large number of welder badges. Simultaneously, summarizing and collecting various types of information can promote the implementation of a database management mode for welder information and improve the management quality of welder qualification.
Keywords: welding management; welder performance qualification management; welder badge; badge preparation; one click preparation; database management
0" 引" 言
钢结构体系具有自重轻、安装容易、施工周期短、抗震性能好、投资回收快、环境污染小等综合优势,与钢筋混凝土结构相比,在“高、大、轻”三个方面更具有优势。长期以来,混凝土和体结构一统天下的局面正在发生变化,钢结构以其自身的优越性引起了业内关注,已经在工程中得到广泛应用[1]。
在钢结构工程建造中,焊工技能对焊缝质量有非常重要的影响,在焊接缺欠产生的多个因素中,人员属关键要素[2],为规范人员技能水平,焊工和焊接操作员应通过适当的测试获得资质[3]。持证焊工必须在其焊工合格证书规定的认可范围内施焊,严禁无证焊工施焊[4]。如果建造的是符合ASME规范的工艺管道,焊工、钎焊工和焊接操作员应符合ASME BPVC第九章的要求[5],如果建造的是符合挪威船级社要求的海上结构,焊工应通过验证者认可的一方的认证/资格认证,并符合公认标准,如ISO 9606、ASME BPVC IX或ANSI/AWS D1.1[6]。
焊工资质中需描述的信息很多,包括考试的分类及其适应、认可范围,试件用钢材的分类及其认可范围[7]等,这使得资质证书较大,不便于携带,从而,很多工程项目或公司会根据资质证书编制一个尺寸小、耐污损、易携带的焊工胸牌,发给焊工,用作有资质的凭证。对于一些特殊材料的焊接,在焊接前向焊工进行技术交底[8],而交底过的焊工也是可以通过胸牌进行现场辨识的。
焊工胸牌作为现场焊工资质核查的重要文件,项目越大,涉及的编制量越大。而且对于焊工胸牌,随着新焊工的增加而持续增加,从而必然出现“工程不收官、焊工胸牌编制不停止”的状态,这使得编制焊工胸牌是一项长期工作。办公软件功能众多,通过编程,可以更好、更快地完成很多手动很难完成或无法完成的办公任务[9],Excel VBA编程即是很好的体现,Excel VBA作为一种扩展工具已被广泛地使用,其原因在于很多Excel应用中的复杂操作都可以利用Excel VBA简化[10],从而在Excel中VBA编程实现高效的焊工胸牌编制,可极大地缩短编制焊工胸牌的工作时间。
1" 焊工胸牌基本信息
1.1" 内容信息
一般的焊工胸牌中包括但不限于以下的全部或部分信息:照片、姓名、焊工号、资质标准、资质单位、焊接方法、焊接位置、管径、厚度、材质、备注、签发人、签发日期、审核人、审核日期、项目号。
为能够最大限度地提高应用灵活程度,将上述信息进行分类,不同类的信息在胸牌的编制中采用不同的引用方式。
以信息变化是否必须新做胸牌为分类依据,以上信息可分为两类。一类为信息变化必须新做胸牌的信息,包括照片、姓名、焊工号、资质标准、资质单位、签发人、签发日期、审核人、审核日期、项目号等,其中,照片为图片,其他信息为文字,可列表展示,所以该类进一步分为两类:图片信息、文字信息。另一类为信息变化不需新做胸牌的信息,包括焊接方法、焊接位置、管径、厚度、材质、备注等可称作为资质变素信息的信息,这类信息不以焊工的改变而出现变化。
1.2" 格式信息
打印页面的格式,页边距的设置合理即可。
胸牌在页面的排布,由于胸牌为便于现场人员的携带,一般不会很大,所以一张A4纸上会有规律地排布多个(例如:分两排共10个,如图1所示)。
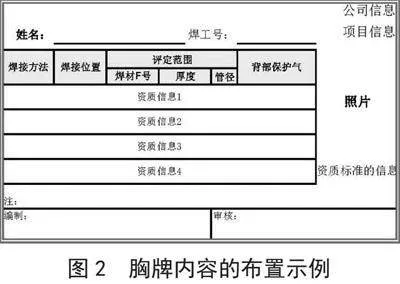
胸牌的模版是为了展示出胸牌的内容信息的放置位置,主要是美观、便于查看人对信息的查阅,如图2所示。
2" 程序解析
2.1" 源数据
将包括所有的焊工胸牌基本信息在内的编制胸牌用到的信息,分类设置出源数据,包括:
1)源数据一为焊工照片,焊工胸牌中的人员照片取自该处数据,每个焊工的照片应有唯一文件名,为便于VBA程序的运行,不同焊工的照片的图片格式应统一为JPG格式。
2)源数据二为胸牌模版,即为胸牌的具体形式,需将胸牌里的固定信息包括表头、单位logo等编辑好。胸牌模版可以有多个预置信息不同的模板,每个模版应有唯一文件名,各模版的类型(行高、列宽、单元格合并)等应保持一致。可以存在多种类型的胸牌模版,但在单次胸牌编制中,应使用一种格式的。
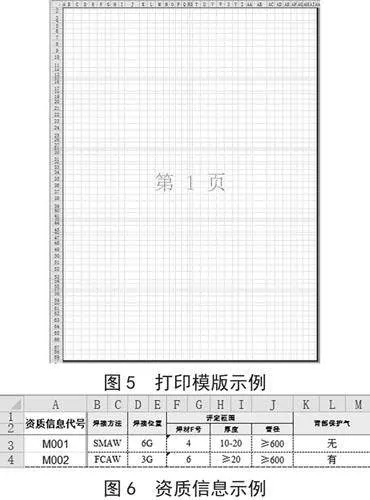
3)源数据三为打印模版,编制出的胸牌是基于该打印模版放置的,该模板中应设置出各胸牌中的各单元格的行高、列宽,与胸牌模版的保持一致。打印时的诸如页边距、页眉、纸张大小等的设置也可一并进行。打印模版在单次编制胸牌时应唯一。
4)源数据四为资质信息模板,由于同一个胸牌中可能有多个资质信息,为保持数据统一性且便于引用,设置出不同的资质信息模板。资质信息模板中资质信息按行放置,每行为一个信息模板,且标有唯一信息模板名。每个信息模板的列数应与源数据三中的资质信息放置列数保持一致。
5)源数据五为需编制焊工胸牌的信息列表,编制哪些胸牌、胸牌中填写哪些资质信息通过该列表展示。
2.2" 程序内容
首先新建用于放置待编制胸牌的Excel工作簿,对“胸牌打印模版”和“胸牌信息项的文件”这两个文件分别进行文件存在与否的验证,如果不存在,则进行提示。对源数据五“需编制焊工胸牌的信息列表”的数据逐行进行如下操作:
第一步,当该行数据中的人员与下行数据中的不是一个人或该行数据中的胸牌模板与下行数据中的不是一个时,收录该行的所有数据。否则,收集不符合条件的数据条数,并进行下一行数据的该项操作,直至符合条件的数据出现,继续进行下一条操作并收录该数据的人员信息和所采用的模板信息。
第二步,收集所制作的胸牌在所在页的位置及所在的页数,收录本行焊工的焊工照片的理论路径。
第三步,胸牌位置数进1。
第四步,根据胸牌在所在页的位置分情况进行本步的操作。
当在第1个位置时:
1)在程序一开始新建的工作簿中新增一页基于胸牌打印模版的页面,并对该工作表按照规则进行命名。
2)对所采用的“胸牌模版”进行文件存在与否的验证,如果不存在,则进行相关模版代号的收录,以便最终收集所有的不存在的文件模版,进行提示。如果存在,则复制存在的“胸牌模版”,粘贴到1)中新建的工作表的第一个胸牌的位置。
3)将第一步收录的数据填入新胸牌中。
4)对所采用的焊工照片进行图片存在与否的验证,如果不存在且该图片名与下行数据的图片名不相同,则收录该图片名,以便最终收集所有的不存在的图片名,进行提示。如果存在,则将该图片按照指定的大小、位置的粘贴。
5)建立从该行之前的第一步收集的数据条数的行到该行的数据循环,逐行进行如下操作:首先,收录该行的信息项编号;其次,收录该信息项编号所对应的信息在资质信息模板中的行号;再次,对收录的信息项编号进行判断。如果信息项编号是错误或空,收录行号并注明“存在值为错误或空的编号信息项”;如果信息项编号在资质信息模板中没有找到,收录行号及信息项编号,最终将收集的提示,统一展示在胸牌编制结果里;如果信息项被找到,继续下一步。最后,复制找到的信息项,粘贴到胸牌信息行的对应行。
当在第2及2倍数的位置时:
1)对所采用的“胸牌模版”进行文件存在与否的验证,如果不存在,则进行相关模版代号的收录,以便最终收集所有的不存在的文件模版,进行提示。如果存在,则复制存在的“胸牌模版”,粘贴到已建的工作表的第2或2的倍数的胸牌位置。
2)将第一步收录的数据填入新胸牌中。
3)对所采用的焊工照片进行图片存在与否的验证,如果不存在且该图片名与下行数据的图片名不相同,则收录该图片名,以便最终收集所有的不存在的图片名,进行提示。如果存在,则将该图片按照指定的大小、位置的粘贴。
4)建立从该行之前的第一步收集的数据条数的行到该行的数据循环,逐行进行如下操作:首先,收录该行的信息项编号;其次,收录该信息项编号所对应的信息在资质信息模板中的行号;再次,对收录的信息项编号进行判断。如果信息项编号是错误或空,收录行号并注明“存在值为错误或空的编号信息项”;如果信息项编号在资质信息模板中没有找到,收录行号及信息项编号,最终将收集的提示,统一展示在胸牌编制结果里;如果信息项被找到,继续下一步。最后,复制找到的信息项,粘贴到胸牌信息行的对应行。
当在第3及2的倍数+3的位置时:
1)对所采用的“胸牌模版”进行文件存在与否的验证,如果不存在,则进行相关模版代号的收录,以便最终收集所有的不存在的文件模版,进行提示。如果存在,则复制存在的“胸牌模版”,粘贴到已建的工作表的第3或2的倍数+3的胸牌位置。
2)将第一步收录的数据填入新胸牌中。
3)对所采用的焊工照片进行图片存在与否的验证,如果不存在且该图片名与下行数据的图片名不相同,则收录该图片名,以便最终收集所有的不存在的图片名,进行提示。如果存在,则将该图片按照指定的大小、位置的粘贴。
4)建立从该行之前的第一步收集的数据条数的行到该行的数据循环,逐行进行如下操作:首先,收录该行的信息项编号;其次,收录该信息项编号所对应的信息在资质信息模板中的行号;再次,对收录的信息项编号进行判断。如果信息项编号是错误或空,收录行号并注明“存在值为错误或空的编号信息项”;如果信息项编号在资质信息模板中没有找到,收录行号及信息项编号,最终将收集的提示,统一展示在胸牌编制结果里;如果信息项被找到,继续下一步。最后,复制找到的信息项,粘贴到胸牌信息行的对应行。
第五步,当胸牌数量达到单页最大数量(本程序按照一页放10个胸牌进行了设定)后,设置胸牌位置数归0。
3" 程序的应用及实例展示
首先,焊工资质管理中实际上会有一个焊工资质清单,其内容如表1“序号”至“背部保护气”的这几列所示。在清单中挑选出需编制焊工胸牌的数据,整理出“源数据六”。
上述示例表格中,信息项编号是由焊接方法-焊接位置-焊材F号-厚度-管径-背部保护气等组合数据决定的代表组合内容的字符,编号可以是任意字符,可长可短。胸牌模版编号是由资质标准决定的代表其胸牌模版内容风格的字符,编号可以是任意字符,可长可短。
其次,根据需编制焊工胸牌的数据,构建所需要的源数据一、源数据二、源数据三、源数据四。
源数据一为焊工照片,各焊工的照片命名应唯一,放置在同一个文件夹中,在这个文件夹中允许存在其他文件,从而对于该数据,可考虑持续累加,形成单位范围内的照片库,便于后续使用,如图3所示。
注:格式不同,便于展示程序运行后的结果。
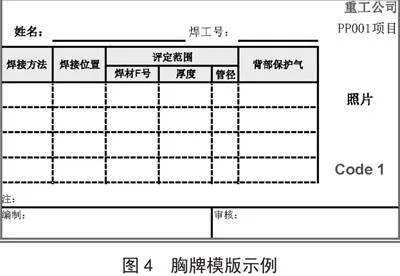
源数据二为胸牌模版,模版编制时首先编制一份模版,在此模版的基础上编制其他胸牌模版,以保持各胸牌模版的格式一致。编制出所用到的胸牌模版,命名应唯一,放在同一个文件夹中。在这个文件夹中允许存在其他文件,从而对于该数据,可考虑持续累加,形成单位范围内的胸牌模板库,便于后续使用,如图4所示。
源数据三为打印模版,采用数据二的胸牌模版格式整理出一页胸牌,打印查看效果,效果良好时,将其中的图片、文字删除,可将整页的内容、格式全部清除,只保留行高、列宽不变即可。整理出的打印模版放在一个文件夹中,后续也可继续使用,如图5所示。
源数据四为资质信息模板,在一份Excel表中,将用到的各信息代号整理好,各行的格式与胸牌中的一致(行高、列宽可不同)。在一个信息模板中允许存在其他信息条,从而对于该数据,可考虑持续累加,形成单位范围内的资质信息库,便于后续使用,如图6所示。
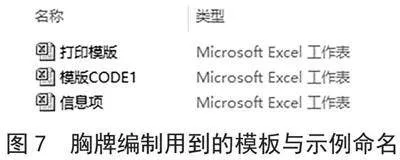
模版类的文件整理如图7所示。其中,胸牌模版只有“模版CODE1”这一编号的,而无“模版CODE2”这一编号的,以便于展示程序运行后的结果。
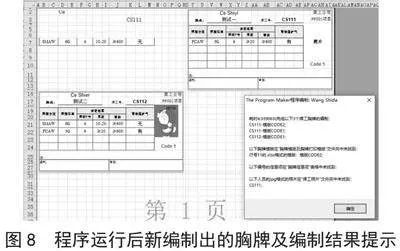
之后,根据上述源数据,填写源数据五中的各项数据。点击程序运行按钮,即可得到如图8所示的结果。
针对编制结果,结合待编制胸牌列表(见表1)中的数据说明如下:表1为需要编制焊工胸牌的信息列表,其中,序号1、2的数据为同一个焊工、不同资质标准(亦即不同胸牌模版)、不同信息项编号(即其代表的组合数据不同);由于标准不同,该两个数据被分别单独编制了胸牌,对应图8的第1个位置的胸牌、第2个位置的胸牌;同时序号1的数据中,胸牌模版编号为“模版CODE2”,该模版不存在(如图7所示,只有“模版CODE1”),且该焊工CS111的照片为PNG格式(如图3所示),该格式不是源数据一中指定的照片格式,从而第1个位置的焊工胸牌没有胸牌模版信息及照片;第2个位置的焊工胸牌同样为CS111的,其数据源中的照片的格式不是指定格式,所以胸牌中没有照片。序号3的数据与序号2的数据为不同焊工的,序号4与序号3的数据为同一个焊工、同一个资质标准(亦即同一个胸牌模版),从而新建胸牌,即为第3个位置的胸牌,放置序号3和序号4的资质信息,由于两个资质信息项编号(即其代表的组合数据不同)的不同,所以胸牌中有两行资质信息。
4" 结" 论
通过对焊工胸牌信息的合理拆解,配合有效的信息组合方式,使用VBA编制出的操作命令,实现了一键编制胸牌,可一次性将胸牌的打印格式、人员信息、人员照片、资质信息整合在指定的胸牌模板中形成新的胸牌,且这一过程会根据设定连续进行而编制出所需求数量的不同的胸牌,极大的提高了胸牌的编制效率。通过本工具,可实现短时间(几秒或几分钟)完成大量胸牌的编制;在基础数据充足的情况下,本工具将原本需要十几分钟甚至数小时(时间与胸牌的编制数量相关)进行的胸牌编制缩短为几秒或几分钟即可完成,而且是,需编制的证书越多,时间缩短量越可观。
本工具用到的基础数据即是焊工资质相关信息的统筹管理模式,提高了数据管理质量。
参考文献:
[1] 筑龙网.钢结构工程施工方案编制指导与范例精选 [M].北京:机械工业出版社,2011.
[2] 李亚江.焊接缺陷分析与对策 [M].北京:化学工业出版社,2011.
[3] CEN/TC 121. Quality Requirements for Fusion Welding of Metallic Materials -Part 2: Comprehensive Quality Requirements:EN ISO 3834—2:2021 [S].Switzerland:ISO Copyright Office,2021.
[4] 中华人民共和国住房和城乡建设部.钢结构工程施工质量验收标准:GB 50205—2020 [S].北京:中国计划出版社,2020.
[5] The American Society of Mechanical Engineers. Process Piping:ASME B31.3—2022 [S].New York:ASME,2022.
[6] DNV. Fabrication and Testing of Offshore Structures:DNV-OS-C401 [S/OL].[2024-01-15].https://www.dnv.com.
[7] 朱光照.建筑钢结构焊接工艺师 [M].北京:中国建筑工业出版社,2006.
[8] 王世达,程尚华,李梅豹.船用高强钢表面镍基合金堆焊工艺 [J].电焊机,2021,51(1):115-118+124.
[9] 童大谦.对比VBA学Python:高效实现数据处理自动化 [M].北京:电子工业出版社,2022.
[10] Excel Home.用ChatGPT与VBA一键搞定Excel:第2版 [M].北京:北京大学出版社,2023.
作者简介:王世达(1986—),男,汉族,山东临沂人,高级工程师,本科,研究方向:焊接工艺及焊接过程控制。