

摘" 要:锉刀是在钳工加工中广泛应用的工具之一。使用时,可能出现金属表面锉削加工的平面度和直线度不符合要求、锉刀过度磨损等问题。对此,文章提出了一种钳工锉削辅助找平锉刀装置设计,主要通过装置上设计的多种传感器感知使用者的用力情况,并及时对使用者错误使用锉刀的问题及时提醒更正,保证了前、后刀身受力基本一致、锉削量基本一致,使工件能够更好地达到锉削要求,提高工件的合格率。
关键词:手工锉刀;辅助找平;锉削
中图分类号:TP368.1;TP273 文献标识码:A 文章编号:2096-4706(2025)04-0185-04
Design and Implementation of Filing Auxiliary Leveling File Device for Fitters
DONG Wenjun, SUN Changyong, WANG Xuejun, MI Canhao, LI Chenwei
(School of Mechanical Engineering, Shandong Huayu University of Technology, Dezhou" 253034, China)
Abstract: The file is one of the widely used tools in fitter processing. During the use, there may be issues with the flatness and straightness of the metal surface filing process that do not meet the requirements, as well as excessive wear of the file. In this regard, this paper proposes a design of filing auxiliary leveling file device for fitters, which mainly senses the users force situation through various sensors designed on the device, and timely reminds and corrects the problem of incorrect use of the file by the user. It ensures that the force on the front and rear of the file body is basically consistent and the filing amount is basically consistent, so that the workpiece can better meet the filing requirements and the qualified rate of the workpiece can be improved.
Keywords: handmade file; auxiliary leveling; filing
0" 引" 言
手工操作是钳工的主要工作方式,具有工艺范围广、灵活性与适应性强等特点,而锉刀是钳工常用工具之一,是一种非常实用的手工工具,用途广泛,例如在机械加工技术专业培养方案中作为该机械的技能训练实践项目、综合贯穿实践项目“錾口锤子制作”项目等也需要锉刀的使用[1];根管预备的临床实践中,也需要锉削插入角实验[2];在脉冲熔融-红外吸收/热导法测定高钴铸造高温合金中超低氧和氮中采用线切割-锉刀打磨、水冷切割-锉刀打磨进行制样[3]。
现在,钳工锉刀的材料研究主要集中在寻求更佳的材料,传统的锉刀材料如高速钢、碳素工具钢等已逐渐被新型材料如陶瓷碳化硅、金刚石等所取代。碳纤维增强碳化硅陶瓷基(Cf/SiC)复合材料是一种应用普遍的纤维增强陶瓷基复合材料,针对Cf/SiC复合材料复杂曲面难加工问题提出了超声振动锉削加工方法[4]。采用金刚石砂轮磨削技术对碳纤维复合材料加工具有技术成熟、成本低和操作简单的优点[5]。新材料虽具有更好的性能,能显著提高锉刀的使用寿命和工作效率,但高效率的锉削工件还是需要人为操控加工,例如常用的三种钢轨端面机械加工流程最终都需要精锉来完成[6],手工误差不易控制,现在机器尚不能完全取代钳工。钳工在操作过程中,难免会受到多种因素的影响,从而影响工件精度[7]。钳工在初步实操中由于操作不当容易出现锉削平面凹凸不平、塌角等现象。在实际锉削工作中,需使用适当的力度将锉刀放在材料上,避免使用过大力量造成工件的磨损量过大,这要求钳工反复观察工件状态并适时做出相应整改措施,对初学者对于力度的控制较难,学习难度增大。
此外,钳工姿势在钳工工作中同样重要,需要不断反复规范的操作姿势,对于初学者来说难以时刻保持规范操作并把握判断锉削使用力度,这不仅需大量工件练习,且费时费力,而在锉削工作时,人眼和手部动作也难以保证精准角度。
目前虽然已经出现了电动的锉刀,却仅达到省力的作用效果。而本文所述的钳工锉削辅助找平锉刀装置能够及时提醒使用者用力、角度,有及时矫正的效果,能够更快更好地帮助初学者掌握锉削工作,养成良好规范的操作习惯,降低锉削工件的废品率,达成锉削工作能够更加省时、经济、规范的效果。而本文所提出的钳工锉削辅助找平锉刀装置设计能够有效强化锉削基本操作练习训练,针对钳工在锉削工作时的钳工用力大小、操纵锉刀角度进行设定提醒,可以辅助初学者矫正姿势、快速上手。
1" 结构设计
本文所设计的钳工锉削辅助找平锉刀装置,装置部分由板锉刀刀柄和板锉刀刀身两部分组成。板锉刀刀身通过其两端两个承孔,通过两个埋头螺钉克服3个弹簧的弹力固定在板锉刀刀柄上,使用埋头螺钉避免剐蹭到锉削材料。当板锉刀刀身固定在板锉刀刀柄上时,两个埋头螺钉的力矩要求一样,这样可以保证板锉刀刀身与两个压力传感器的压力值基本一致,在锉削工作时消除信号误差,防止误报警。
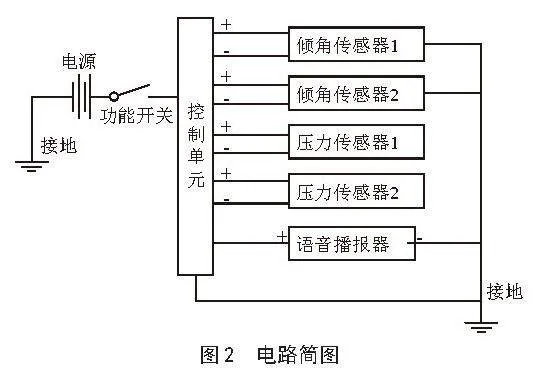
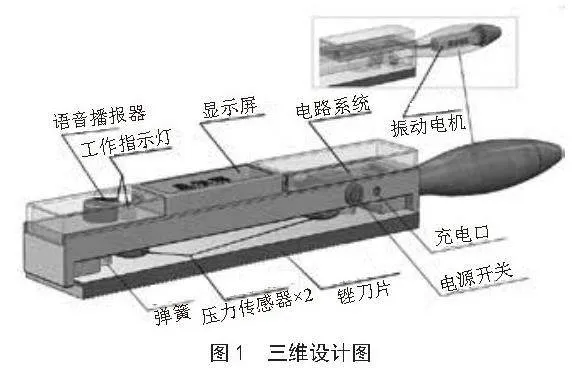
钳工锉削辅助找平锉刀装置主要包括控制单元、功能开关、语音播报器、压力传感器1和压力传感器2、倾角传感器1和倾角传感器2、电源等。
本文所设计的钳工锉削辅助找平锉刀装置设计通过控制单元对语音播报器、压力传感器1和压力传感器2、倾角传感器1和倾角传感器2进行自动控制。为提醒和及时纠正钳工工作者的不当操作设计了语音播报器,在检测操作过程中如果出现异常情况,语音播报器工作,对操作者进行提醒。通过预期功能设计,初步绘制钳工锉削辅助找平锉刀装置三维设计图,如图1所示。
2" 硬件设计
2.1" 压力传感器
本文所设计的钳工锉削辅助找平锉刀装置设置了压力传感器1和压力传感器2,用于检测板锉刀锉削过程中前(压力传感器1)、后(压力传感器2)刀身用力地变化情况是否符合要求范围。在板锉刀前部刀身在工件上时,左手用力而右手保持平面;而到板锉刀后部刀身在工件上时,则右手用力而左手保持平衡,这样就使板锉刀刀身在工件上锉削时,前、后刀身受力基本一致,从而使前、后刀身锉削量也基本一致,达到锉削的质量要求。如果锉削过程前后刀身用力不符合设定要求范围,就会语音提示操作者进行调整。
每种锉削刀具有不同的锉削特点,所具有的锉削力也有所差异,在实际应用锉削刀具时,刃倾角、主偏角及前角都会影响锉削力,当工件平面受到分布不均的锉削力、过大或过小的锉削力时,会导致工件锉削面凹凸不平、锉削量过大或需锉削时间长等问题,以下是本文钳工锉削辅助找平锉刀装置针对锉刀使用角度使用方面设计的两个倾角传感器。
2.2" 倾角传感器
根据工程的具体情况,选用适当的锉削方式,不同的锉削方式有不一样的角度要求。在测试FGH97镍基粉末冶金高温合金电镀铬镀层性能时用锉刀便要求从基体沿45°角锉向镀层或用高速旋转的砂轮对试样边缘进行磨削[8],在高温合金表面Ni/Al2O3复合镀层的性能测试中使用锉刀沿45°方向锉非主要面以露出基体金属与镀层的界面观察镀层的结合情况[9]。同时可用于检测锉削平面的凸出不平的情况,例如在艉轴划伤和修复中就有所应用[10]。
针对水平方向上的角度检测与控制,本文所设计的钳工锉削辅助找平锉刀装置设置了倾角传感器1,用于检测装置锉削过程的刀身横向水平方向的倾角角度,保证刀身相对锉削材料横向水平晃动量不能太大,防止锉削横向平面度和直线度不符要求。其有底座可以调整倾角传感器的初始信号参数,例如交叉锉、顺向锉等对于水平角度有一定要求的锉削方法。针对竖直方向上的角度检测与控制,本文所设计的钳工锉削辅助找平锉刀装置设置了倾角传感器2,用于检测装置锉削过程的刀身纵向水平方向的倾角角度,保证刀身相对锉削材料纵向水平晃动量不能太大,防止锉削纵向平面度和直线度不符要求,其有底座可以调整倾角传感器的初始信号参数。
在实际工作中自身技术成熟度不够会造成很大的损失,而本文所设计的钳工锉削辅助找平锉刀装置设计在未设定X、Y、Z方向上的倾角大小和前后压力大小时,可以通过钳工锉削工作者的自由活动寻找适合的方向,显示屏可以读取参数,进行参数设定,不仅取用灵活方便,也可以用于检测工件平面质量如何,无论使用者自身技术如何,通过参数的设定、提醒等进行及时干预,可以降低损失。
2.3" 语音播报器
为提醒使用者及时更改,本文所设计的钳工锉削辅助找平锉刀装置设置了语音播报器,当开机时,语音播报器就会播报提醒“开机初始化中”;当倾角参数或压力参数偏离设定参数时,语音播报器就会播报“X或Y或Z方向上倾角过大或过小”或“前或后压力过大”,及时提醒使用者纠正锉削工作时的锉刀倾角及用力大小。
本文所设计的钳工锉削辅助找平锉刀装置的电路简图,如图2所示。
3" 程序设计
在使用本装置时,先打开功能开关,初始化完成后显示屏上显示本装置各项参数为0,若自由移动锉刀,可实时监测倾角数据和所受压力大小变化;若输入参数后,在使用钳工锉削辅助找平锉刀装置锉削材料的过程中,其上面的倾角传感器1检测钳工锉削辅助找平锉刀装置锉削运行横向水平的倾角角度范围,保证刀身相对锉削材料横向水平晃动量不能太大,否则横向锉削平面度和直线度不符合要求,如果检测的横向水平倾角信号参数范围超过设定参数范围,控制单元得到信号后控制语音播报器提示操作者纠正钳工锉削辅助找平锉刀装置的横向水平运行位置状态。其上面的倾角传感器2检测装置锉削运行纵向水平的倾角角度范围,保证刀身相对锉削材料纵向水平晃动量不能太大,否则纵向锉削平面度和直线度不符合要求,如果检测的垂直水平倾角信号参数范围超过设定参数范围,控制单元得到信号后控制语音播报器提示操作者纠正装置的纵向水平运行位置状态。这样最终保证板锉刀与锉削材料无论是横向还是纵向相对是平行的,使锉削过程达到要求。
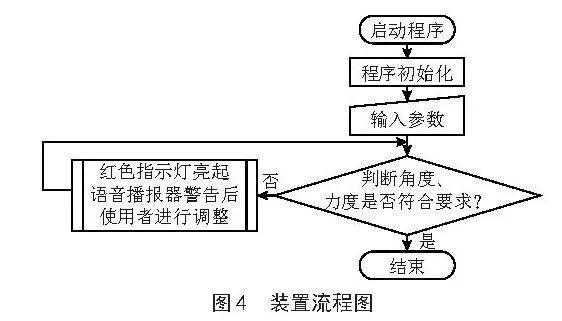
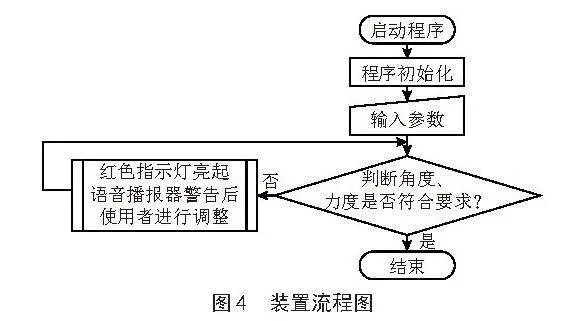
一般钳工锉削辅助找平锉刀装置在锉削过程中,当板锉刀前部刀身在工件上时,左手用力而右手保持平面;而到板锉刀后部刀身在工件上时,则右手用力而左手保持平衡,这样就使板锉刀刀身在工件上锉削时,前、后刀身受力基本一致,从而使前、后刀身锉削量也基本一致,达到锉削的质量要求。如果在锉削过程,左、右手的转换达不到标准要求,从而使前、后刀身检测受力的压力传感器1和压力传感器2的检测数值相差较大,控制单元把得到的信号参数与设定的参数进行对比,如果判定锉削过程前、后刀身用力不符合设定要求范围,控制单元控制语音播报器提示操作者进行调整直至符合设定范围。这样使板锉刀刀身在单次锉削的量,刀身前、后基本是一致的,保证了锉削质量。本文所设计的钳工锉削辅助找平锉刀装置的PLC部分总程序图如图3所示,流程图如图4所示。
4" 应用效果及测试
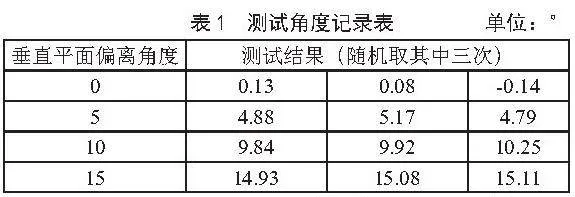
本文所设计的钳工锉削辅助找平锉刀装置已经初步做出实物装置,在实物装置测试阶段,打开功能开关后,语音播报器“初始化”,各项数据初始化完成,输入不同锉削方法的不同角度,设置测试角度偏离竖直平面0°、5°、10°、15°为测试角度,偏离水平平面0°、5°、10°、15°为测试角度,分为八组测量成品锉削面角度,每组测试分别进行20次,取平均值为最后测试结果,每次测试完成后都将装置关机重新开机(完成每次开机数据初始化,保证上一次的测试结果不会影响到下一次的测试),装置均可完成上述预期设计功能,且在对所制工件进行平面抹油检测后,得出所制出的工件均符合使用要求标准的试验结果,初步制出的实物装置图如图5所示,部分测试结果如表1、表2所示。
根据测试结果,经测量,实际测量值与垂直平面偏离角度和水平平面偏离角度平均偏差角度均在0.05°内,其中测量数据97.5%的测量角度数据均在0.05°内,锉削工件精度较高,满足钳工实训所有角度误差控制在1°以内的要求。
5" 结" 论
本设计不仅从传统意义上帮助钳工初学者矫正、熟悉锉削角度、力度工作,而且在锉削加工中能提高工件的合格率。未来,钳工锉刀行业将继续朝着高性能、高效、安全性和高环保性的方向发展,不仅能够保证锉削工件的合格率,更能够帮助锉削工作者的整体姿势规范化,锉刀工具的制造和使用过程将更加智能化和自动化。
参考文献:
[1] 刘良震.混合式学习环境下中职学校项目化教学研究 [D].聊城:聊城大学,2019.
[2] 李文祥.牙齿根管预备锉削运动方式及锉削力预报研究 [D].济南:山东大学,2020.
[3] 年季强,陈颖杰,吕水永.脉冲熔融-红外吸收/热导法测定高钴铸造高温合金中超低氧和氮 [J].冶金分析,2021,41(5):9-17.
[4] 姜杰,万淑敏,林彬,等.超声振动锉削加工Cf/SiC复合材料试验研究 [J].机械科学与技术,2018,37(8):1246-1252.
[5] 唐军,李文星,赵波.超声辅助锉削加工系统的设计研究 [J].制造技术与机床,2018(6):131-137.
[6] 倪峥嵘,高文会,王震峰,等.钢轨气压焊接端面微观特征分析 [J].铁道建筑,2021,61(6):112-115.
[7] 林玲.多元智能理论在“钳工实训”中的应用性研究 [D].天津:天津职业技术师范大学,2020.
[8] 唐恩军,张华军,黄选民,等.FGH97镍基粉末冶金高温合金电镀铬 [J].电镀与涂饰,2022,41(19):1361-1364.
[9] 王忠宝,李烁,徐海洋,等.高温合金表面Ni/Al2O3复合镀层的制备与性能 [J].电镀与涂饰,2021,40(16):1238-1243.
[10] 张明宇,俞伟强,陈海龙,等.艉轴划伤和修复的强度评估 [J].船舶工程,2021,43(4):113-117.
作者简介:董文君(2001—),女,汉族,山东淄博人,本科在读,研究方向:机械设计。
收稿日期:2024-04-15
基金项目:山东华宇工学院2023年校级重点大学生创新创业训练项目(XZ202313857038)