收稿日期:2023-09-01
DOI:10.19850/j.cnki.2096-4706.2024.05.038
摘" 要:为了提高产教融合实践中心实训设备的工作效率,采用先进的控制技术,对已有设备进行了自动化改造设计研究。以频繁发生故障的卧式带锯床为例,在分析其功能组成的基础上,充分利用已有的器件,采用PLC对控制线路进行维修改造。主要包括控制系统PLC的选型和配置,控制线路的设计与安装,控制逻辑的实现与优化,程序的编写与调试。同时采用电工实训考核装置进行模拟调试,缩短了调试的时间。设备经过改造设计,优化了操作功能,提高了使用效益。这也为实践中心的教学创设了真实的案例。
关键词:PLC;锯床;控制线路;改造
中图分类号:TP273" " 文献标识码:A" 文章编号:2096-4706(2024)05-0175-04
Design of Control Circuit Maintenance and Transformation for Horizontal Band Sawing Machine Based on PLC
WU Dawei
(Jiangsu Huaiyin Secondary Vocational School, Huaian" 223300, China)
Abstract: In order to improve the working efficiency of the training equipment in the Industry Education Integration Practice Center, advanced control technology has been adopted to carry out automation transformation design and research on existing equipment. Taking the frequently malfunctioning horizontal band sawing machine as an example, based on the analysis of its functional composition, the existing devices are fully utilized, and PLC is used to repair and transform the control circuit. It mainly includes the selection and configuration of the control system PLC, the design and installation of control circuit, the implementation and optimization of control logic, and the writing and debugging of programs. At the same time, an electrician training and assessment device is used for simulation debugging, which shortened the debugging time. The equipment has been renovated and designed to optimize operational functions and improve usage efficiency. This also creates real cases for the teaching of the practice center.
Keywords: PLC; sawing machine; control circuit; transformation
0" 引" 言
产教融合实践中心是一种新型教育组织,旨在培养适应新技术、新业态、新模式的高素质技术技能人才、能工巧匠、大国工匠。通过学校和企业携手合作,共同建立技术创新中心,为高素质技术技能人才的培养提供支持,同时服务于行业企业的技术改造、工艺改进和产品升级。依托公共实践中心,在现有的实训基地基础上,重点培育一批高水平标准化的培训基地,通过建设大量的培训资源库和典型培训项目,培养一批能够同时承担学历教育和培训任务的教师。
产教融合实践中心一台GB4028卧式带锯床使用过程中,多次发生故障,经过技术人员的多次维修,发现交流接触器线圈总是损坏,给教学生产带来麻烦。车间负责人申请报修并建议更换新的设备,经过电工教研组的现场考察,发现设备只有控制线路损坏,主要器件完好。在前面的维修过程中,操作不够规范,导致线路比较凌乱,线路被改接过,号码管多已老化,标记无法读清。经过论证,为了提高工作效率和设备的稳定性,决定采用PLC对设备进行改造维修。
1" 自动化改造思路
随着技术的进步,实训中心设备经常发生老化、过时的现象。作为县域中职学校,投入力度有限。引入先进的控制技术和设备对已有设备的自动化改造可以提高设备的操作水平和实训效果。主要包括工业自动化控制设备、机器人控制系统以及自动化生产线实训系统。引入可编程逻辑控制器(PLC)、变频器、触摸屏等工业自动化控制设备,实现对机械设备的自动化控制。这些设备可以通过输入输出模块与传感器、执行器等设备进行连接,实现自动化控制。机器人控制系统是通过引入机器人控制系统,包括机器人控制器和示教盒等设备,实现对机器人的自动化控制。该系统可以通过与PLC、传感器等设备的连接,实现自动化控制。自动化生产线实训系统是引入自动化生产线实训系统,包括输送带、机械手、传感器等设备,实现对生产线的自动化控制。该系统可以通过与PLC、触摸屏等设备的连接,实现自动化控制。
基于PLC的卧式锯床改造设计研究是一项重要的工程实践,其主要目标是提高卧式锯床的自动化程度和生产效率,同时保证其运行的稳定性和精度。首先,需要对原有的卧式锯床进行详细的分析和研究,包括其工作原理、结构特点以及存在的问题等。其次,结合实际生产需求和工艺要求,确定改造设计的具体目标和方案,如采用PLC控制系统替换原有的继电器控制系统,实现自动化控制。然后,根据改造方案进行设计和开发,包括PLC程序的设计、控制电路的布线、运动控制的实现等。最后,进行测试和验证,确保改造后的卧式锯床能够满足生产要求,同时保证其运行的稳定性和精度[1-4]。
2" 设备的功能分析
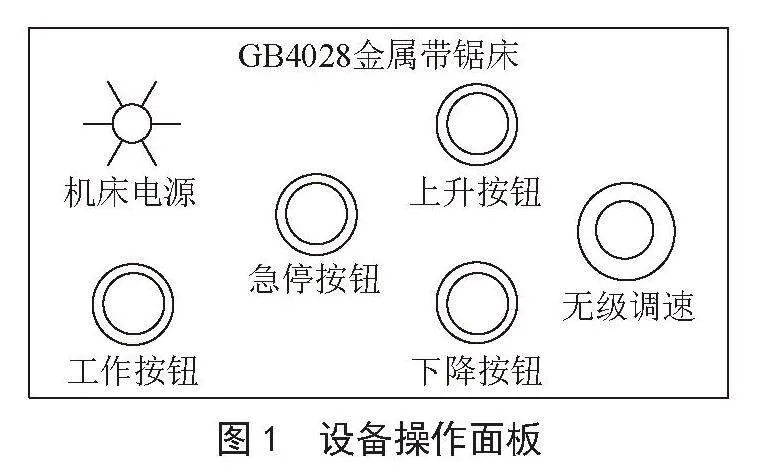
卧式带锯床(GB4028)是一种以金属锯条作为切削工具的锯切设备,主要用于黑色金属的方料、圆料及各种型材的切割,亦可用于切割有色金属及非金属材料。由于带锯切口窄,切削效率高,因此能耗小,材料浪费少。它是一种具有显著节能、节材效果的高效切割设备。该机床的主传动采用蜗轮箱变速,进给采用液压传动,工件夹紧采用手动和液压混合式夹紧,具有结构紧凑、操作维修方便等特点[5,6]。设备操作面板如图1所示。
图1" 设备操作面板
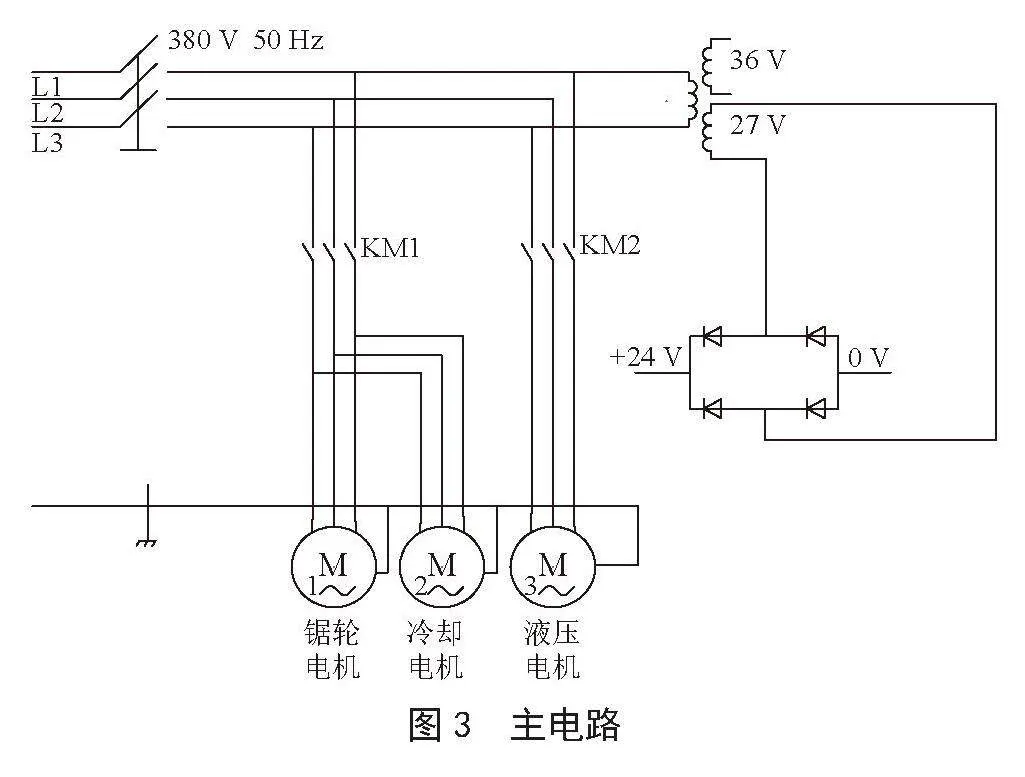
通过现场的观测和查阅相关的说明书,设备主要有3个电机组成,分别是锯轮电机、冷却电机和液压电机。三相交流电通过变压器提供交流36 V和交流27 V两种电压,36 V为交流接触器线圈供电,27 V交流电压通过整流桥堆,产生24 V直流电压,供电磁阀使用。
根据使用人员的现场描述,已经将锯床的各部分进行拆解,分析测量各分部的组成,已经线路的连接,同时查询相关的资料,了解锯床的各部分功能。锯床实现的主要功能是合上机床上开关QF2,随着电源的打开,电源指示灯HL1点亮。KM2线圈得电,油泵
启动,为液压器件工作提供动力。按下工作按钮SB2,锯轮电机启动,进行切割工作,同时冷却泵电机启动进行水冷,设备实现工进。设备加工到底后,触发行程开关SQ1,KM1失电,锯轮电机停止,KM3吸合得电,锯床快退。同时上升按钮SB4也可以实现快退,下降按钮SB3实现快进。到达限位开关SQ2处停止。照明电路EL通过SA开关单独控制。锯床快退时,钜轮电机需要停止,他们之间需要进行互锁。
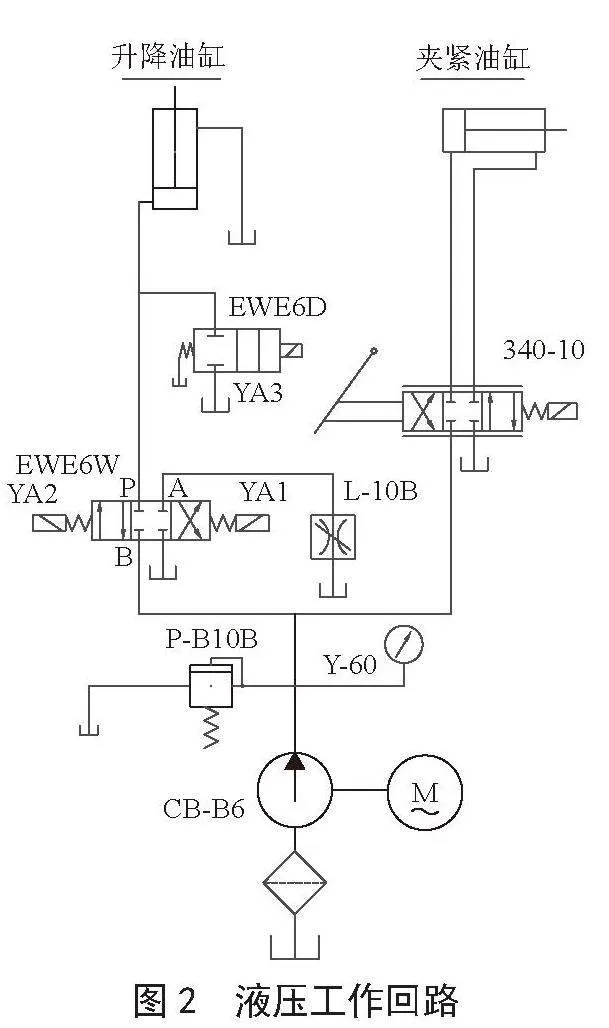
液压部分工作原理如图2所示,按下进给按钮,线圈YA1得电,液压油经过电磁阀(EWE6E)和节流阀(L-10B)流回油池,实现锯架工作进给,锯架的进给速度由节流阀来调节控制。按下快降按钮,线圈YA3闭合,液压油经过电磁阀(EWE6D)流回油池,实现锯架快进。要实现锯架快退,选择上升按钮,线圈YA2得电,液压油经过电磁阀(EWE6E)进入进给油缸下腔。加紧油缸通过手动来控制。
图2" 液压工作回路
3" 硬件设计
3.1" PLC的选型
根据卧式锯床的控制要求和实际生产环境,选择合适的PLC型号和配置,以满足控制要求,主要从以下几个方面进行考虑。
结构的合理性:对于工艺流程相对固定、环境条件较好(维护较少)的场合,采用整体结构PLC,其他情况采用模块化结构PLC。对于有开关控制的工程项目,不需要考虑控制速度,普通低档机器就能满足要求。低档机器可用于以开关控制为主,少量模拟控制的工程项目。对于控制复杂、控制功能要求较高的工程项目,如PID运算、闭环控制、通信组网等,中档或高档电脑根据视觉控制的规模和复杂程度来选择[7-9]。
负载能力:PLC的负载能力包括输出功率和I/O能力,应根据实际需求进行选择。例如,对于直流负载,应选择继电器输出型PLC,对于交流负载,应选择晶体管型或双向晶闸管型输出模块。
I/O点数及接口设备:根据外部设备的类型和连接需求,选择与之匹配的输入模块和接口设备。对于模拟量模块,考虑使用变送器,并确保执行机构的量程与PLC的模拟量输入/输出模块相匹配。使用旋转编码器时,还需考虑PLC的高速计数器功能和工作频率。
存储容量:根据用户程序的需求,选择适当的存储容量。使用经验公式进行估算,并留出一定的裕量,一般为运行程序的25%。不过,不应盲目追求大容量,因为大多数情况下,满足I/O点数的PLC的内存容量也能满足需求。
在选择PLC时,应综合考虑以上因素,根据实际需求和预算进行合理的选型。PLC选型选择简单整体性三菱FX2N-20MR,继电器输出(12进8出)12路NPN型输DI输入,支持RS-232DB9通信,95 mm×
88 mm×23 mm,支持FX2N的指令。由于时开关量控制,不需要考虑响应时间和通信,电源主要结合原有设备提供的电源进行使用。
3.2" 控制电路设计
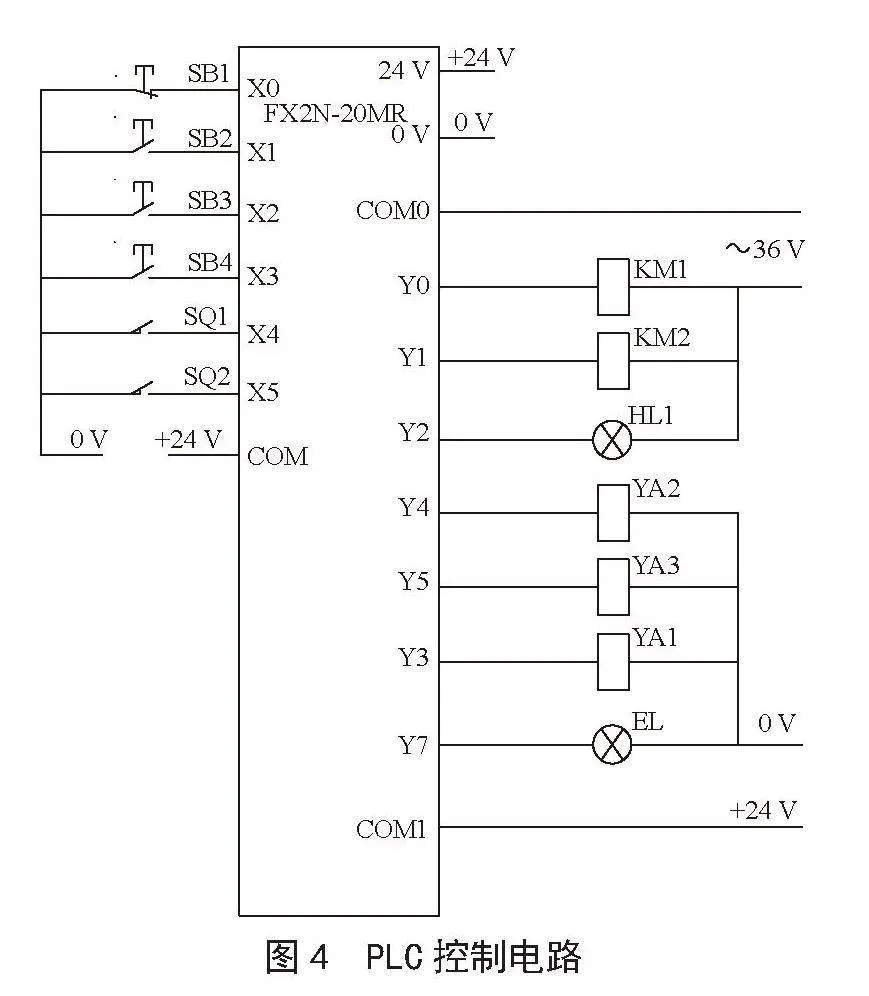
根据PLC的输入输出信号和电气原理,设计合理的控制电路,确保电路的安全性和稳定性。结合所选的PLC型号,设计PLC的接线图,包括电源、输入输出端子、通信端子等。注意考虑输出电路驱动设备含有两种电源,如图4所示,一种是交流36 V,它们共用一个COM口。另外一种是直流24 V,Y4-Y7共用一个COM口。
图3" 主电路
图4" PLC控制电路
3.3" 硬件电路连接
依据电路图对设备进行重新连线,按照主控电路分开的原则,选择合适的线径和颜色。主电路采用红色,控制线路采用黑色,电源三相线分别采用黄绿红,这样有利于今后的检修和教学的规范。采用编码机并对线路进行重新编码标号。硬件电路连接完成后,采用万用表的电阻档对设备进行不通电测试,排除短路和开路的故障。使用绝缘电阻测试仪对线路的绝缘电阻进行测量,不低于0.5 MΩ。同时确保接地保护连接完好。
4" 软件设计
根据设计要求和实际操作,结合输入输出口的分配,编写PLC程序,并进行调试和优化,确保程序的正确性和稳定性。
4.1" I/O分配表
PLC输入输出口分如表1所示。
表1" PLC输入输出口分配表
输入 输出
X0 SB1 急停按钮 Y0 KM1 钜轮电机
X1 SB2 工作(工进) Y1 KM2 液压电机
X2 SB3 快进(手动) Y2 HL1 机床电源
X3 SB4 快退(手动) Y6 YA1 电磁阀(工进)
X4 SQ1 下降到位 Y4 YA2 电磁阀(快退)
X5 SQ2 上升到位 Y5 YA3 电磁阀(快进)
Y7 EL 工作指示灯
4.2" 功能描述
功能说明:1)上电后,Y1输出液压电机M3启动,电源指示灯亮Y2,工作指示灯亮Y7。2)按下启动按钮SB2,Y0得电,钜轮电机M1与冷却电机启动M2,同时Y6得电实现工进。运行到底SQ1闭合,M1、M2停止,钜条快速上升,上升到位停止。3)按下SB3按钮,Y5输出驱动YA3实现快进,此时不能工进和快退。4)按下SB4按钮,Y4输出驱动YA2快退。(5)急停SB1,所有电机与电磁阀停止。
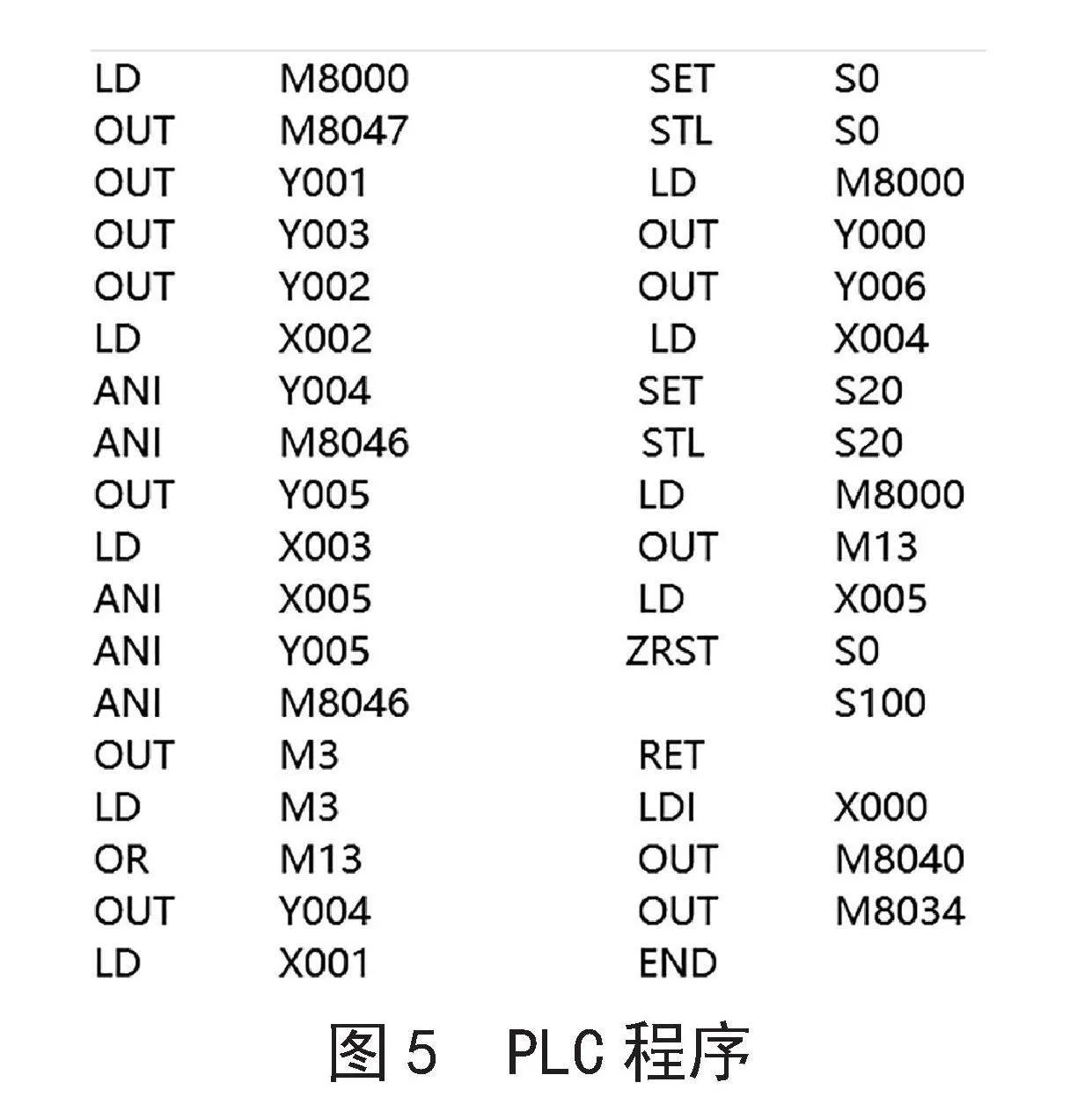
4.3" "PLC指令表程序
主要采用GX-WORK2进行程序的编写,可以采用梯形图或SFC进行程序的编写,通过转化得到指令表如图5所示。程序设计过程用到了顺控梯形图指令。程序模拟仿真完成后,通过串口下载到PLC中。
图5" PLC程序
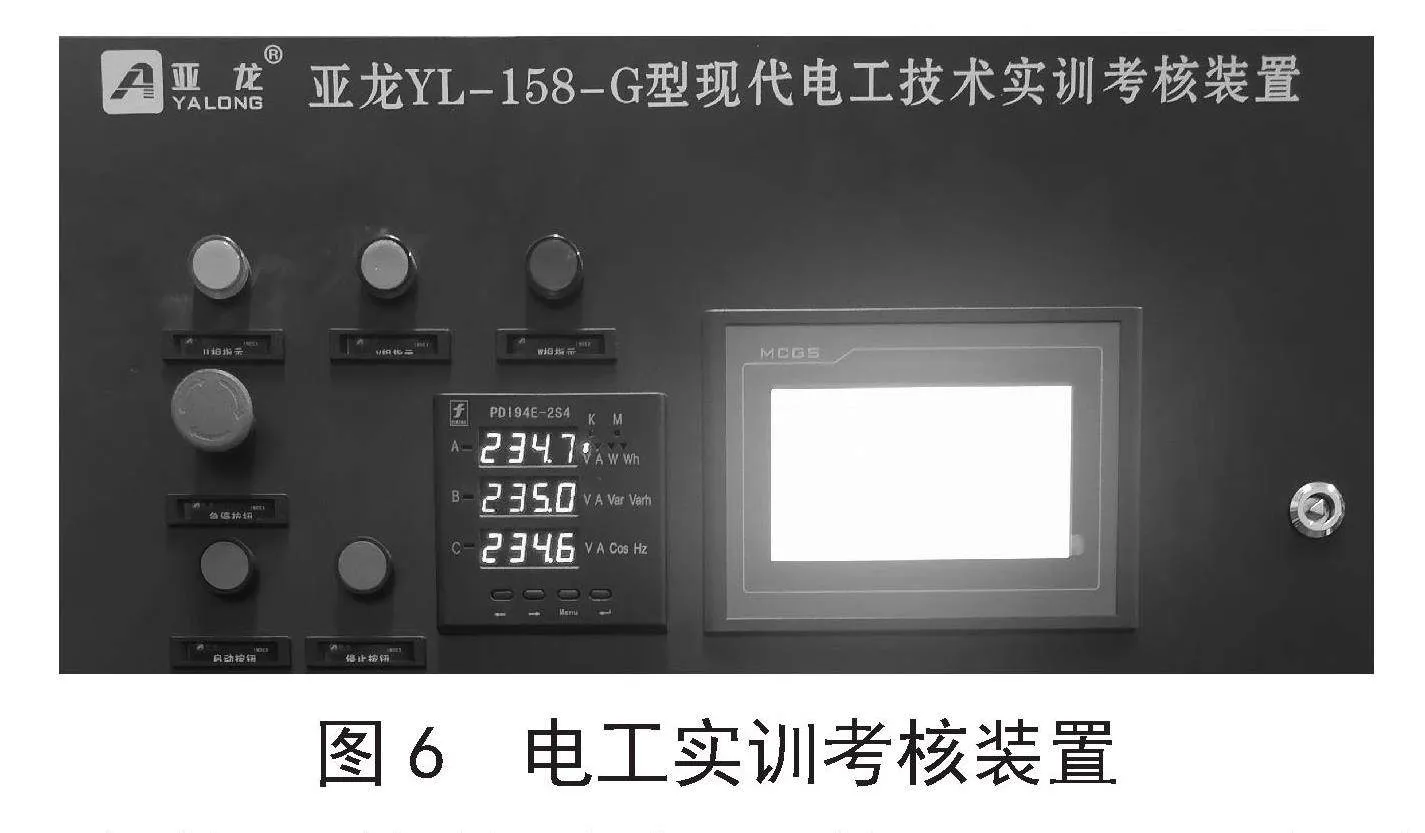
5" 设备功能测试
为了更好的进行调试,采用电气安装实训室电工实训考核装置YL-158G对设备功能进行模拟调试(如图6所示)。使用指示灯模拟电磁阀动作,确保运行逻辑的可靠性,进一步缩短了调试的时间。将硬件接好后,根据原理图对设备进行不通电测试,确保连接正确,尤其对于电源部分进行了反复校验。为了使系统能够稳定运行,对控制器的电源单独采用直流电源进行供电,整流桥堆只对电磁阀进行供电。不能直接接通电源,而是应该采用试触的方式检测机电设备的运作情况,确保一切正常之后才能正常接通电源,防止意外情况的发生。通电后,根据用户需求,对功能进行了调试,由于操作逻辑的习惯问题,对程序进行了改动。确保改造后的卧式锯床能够满足生产要求,同时保证其运行的稳定性和精度。
图6" 电工实训考核装置
在正常使用的基础上,利用MCGS组态软件对系统加工的信息进行可视化管理(如图7所示),通过行程开关传感器的动作进行计数,并通过触摸屏显示出来,可以有效的对生产过程进行统计管理。
图7" MCGS组态画面
6" 结" 论
总之,产教融合实践中心对设备的自动化改造可以提高实训设备的操作水平和实训效果。同时,自动化改造也可以提高设备的安全性和稳定性,减少人为操作失误和事故的发生。基于PLC的卧式锯床改造设计包括控制系统的选择和配置、控制电路的设计、运动控制算法的实现、程序的编写和调试等。通过改造设计,可以提高卧式锯床的自动化程度和生产效率,同时保证其运行的稳定性和精度,为实际生产带来更大的效益和价值。同时为实践中心教师的培养提供了真实的项目实践案例。
参考文献:
[1] 孙金萍,胡局新,厉丹,等.产教融合协同育人的综合实训中心建设探究 [J].实验室研究与探索,2023,42(3):161-164+207.
[2] 黄志忠,杨伟,陈秋香.基于PLC与变频器控制的带锯床自动下料设计 [J].河南工程学院学报:自然科学版,2011,23(3):44-47.
[3]陈隆杰.机械自动化设备维修中的故障诊断和解决措施[J].清洗世界,2022,38(12):193-195.
[4] 王梅,刘玉均.浅析机电设备管理维修及其自动化改造 [J].南方农机,2018,49(19):162.
[5] 孜博锯业.GB40系列卧式金属带锯床使用说明书0805 [EB/OL].(2011-02-24)https://ishare.iask.sina.com.cn/f/13620265.html.
[6] 浙江锯力煌.GB4028涡轮卧式带锯床使用说明书 [EB/OL].(2011-07-25).https://ishare.iask.sina.com.cn/f/17434261.html.
[7] 左光廷,林杉,任铂.机电设备的电气自动化改造与维护分析 [J].集成电路应用,2022,39(6):192-193.
[8] 朱宇飞.基于MCGS技术的机电设备管理系统设计 [J].造纸装备及材料,2023,52(5):19-21.
[9] 南光群,胡学芝.可编程控制器的选择 [J].机械制造与自动化,2004(2):65-67.
[10] 刘喆.机电设备自动化改造及维护管理策略探析 [J].新型工业化,2022,12(9):84-87.
[11] 卢祥胜,赵庆辉.可编程序控制器在带锯床改造中的应用 [J].电世界,2020,61(4):42-46.